言語
見積もりを取得します
見積もりを取得します




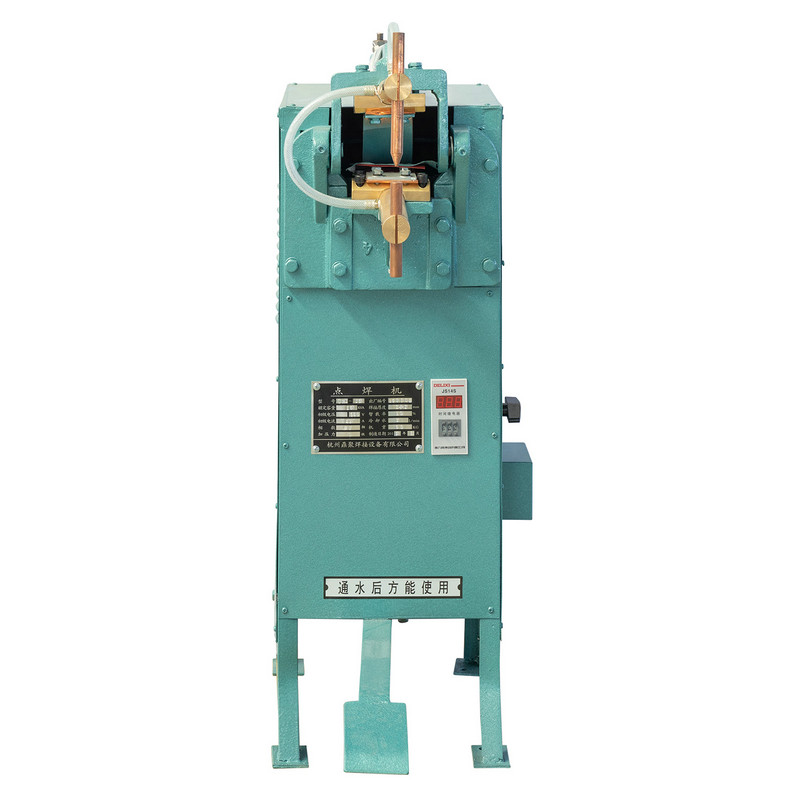
マイクロコンピューターコントローラーとパラメーターの視覚化用のLCDディスプレイを装備したDTN1-75KWカスタマイズ可能な空気圧スポット溶接機は、精度、明確さ、使いやすさを提供します。溶接プロセス中に、堅牢な溶接結果を確保しながら、最小限の火花を生成します。ホットプレートとコールドプレート、ステンレス鋼プレート、ワイヤー、ナットやその他のワークピースなど、さまざまな材料を溶接するのに最適なこのマシンには、オールコッパー変圧器と幅広い電圧技術が組み込まれています。電圧は20%の範囲内で自動的に適応し、その汎用性を高めます。溶接機の操作は通常の条件下で簡単になり、圧力時間の調整、電流の溶接、溶接の期間、メンテナンス間隔、およびマイクロコンピューターコントローラーを介して直接休息期間を直接可能にします。

仕様
| モデル | ユニット | DTn1-75KW | |
| 一次電圧 | v | 380 | |
| 定格容量 | Kva | 75 | |
| 定格入力電流 | A | 197 | |
| 最大短絡電流 | KA | 18 | |
| 定格負荷期間 | % | 20 | |
| 二次電圧調節段階 | V | ステップレス電圧調整 | |
| セカンダリノーロード電圧 | mm | 0.5-6.7 | |
| 電極アームの延長長 | mm | 320 | |
| 電極アーム間の距離 | mm | 220 | |
| 電極間の最大圧力 | N | 4000 | |
| シリンダーストローク | mm | 50 | |
| 電極サイズ | 電極アーム | mm | 豚 |
| 電極ホルダー | mm | 見つけた | |
| 電極ヘッド | mm | £16 | |
| 溶接の厚さ | 低炭素鋼 | mm | 3.5 3.5/1.2 1.2 |
| 圧縮空気圧 | MPR | 0.3 | |
| 圧縮空気消費 | M3/h | 12 | |
| 冷却水の流れ | l/min | 4 | |
| ワイヤ断面積を入力します | mm2 | 16 | |
連絡を取り合う

はじめに:ギア式ペダルスポット溶接機におけるタイミング調整の役割 スポット溶接は、さまざまな工業製造プロセスにおける重要な技術であり、溶接時間と溶接のさまざまな段階間のタイミングの両方を正確に制御する必要があります。さまざまなスポット溶接機の中でも、 タイミング調整制御付ギヤ式ペダルスポット溶接機 強化された制御機能により際立っていま...
続きを読む
はじめに: スポット溶接の基本を理解する スポット溶接は、主に特定の点に熱と圧力を加えて板金を接合するために、さまざまな業界で広く使用されているプロセスです。これは、自動車製造、エレクトロニクス、その他多くの分野において重要な技術です。スポット溶接は通常、電源として交流 (AC) または直流 (DC) を使用し、それぞれに独自の利点があります。この記事では、AC スポット溶...
続きを読む
スポット溶接技術を理解する スポット溶接は、現代の製造業で最も広く採用されている接合技術の 1 つであり、さまざまな業界の金属製造に信頼性が高くコスト効率の高い接続を提供します。このプロセスでは、金属シートまたはコンポーネントの接合面に集中した熱と圧力を加えて、それらを溶かして一体化した構造にすることにより、永久的な結合を形成します。この技術は、自動車生産、家...
続きを読む
「金属シェル」構造が工業用交流溶接の耐久性を高める理由は何ですか? はじめに:交流スポット溶接機における耐久性の重要性 産業用交流溶接機は、さまざまな製造および組み立てプロセスにおいて重要なツールです。電流によって発生する熱を利用して金属部品を接合するために使用されます。これらのマシンは、要求の高い環境での継続的な使用に耐える必要があるため、耐久性が重要な機能と...
続きを読む
DNシリーズ ペダルスポット溶接機とは? DN シリーズ ペダル スポット溶接機は、主に板金製造に使用される工業グレードの溶接ツールです。制御された電流を使用して動作し、圧力と熱を加えて金属部品を接合します。スポット溶接として知られるこのプロセスは効率が高く、自動車製造、電化製品の組み立て、航空宇宙産業など、金属シートの接合に精度と強度が要求される産業では不可欠です。 ...
続きを読む
調整可能なペダル スポット溶接機とその溶接時間範囲の紹介 の 溶接時間調整可能なペダルスポット溶接機 はさまざまな業界にとって不可欠なツールであり、時間の経過に伴う制御が重要な溶接プロセスでの精度を提供します。名前が示すように、このタイプの溶接機は溶接時間を調整する機能を備えており、オペレータは溶接される材料の特定のニーズに合わせてプ...
続きを読む製品
連絡先情報
+86-152-5712-5882
Fax: +86-563-2269966
No. 21 Guangping Road、Guangde Economic Development Zone、Guangde City、Anhui州
QRコード





